

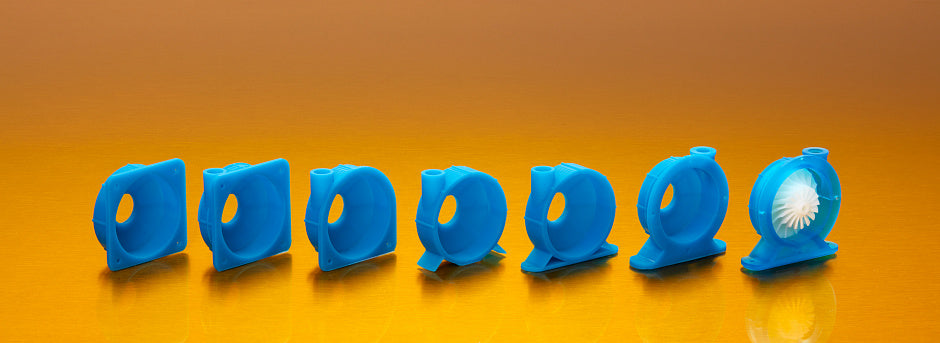
Фотополимер от компании Formlabs — Draft Resin, который печатает в 3-4 раза быстрее других стандартных фотополимеров!

Благодаря Draft Resin, Вы сможете быстро печатать большие, объемные модели! Draft Resin — Ваш лучший друг в быстром создании прототипов и быстрой печати больших деталей, который не требует пост-отверждения!

Сравнение скорости печати
Clear Resin
Время печати: 8 ч 15 мин
Draft Resin
Время печати: 2 ч 5 мин
Castable Wax Resin
Время печати: 15 ч 15 мин
Draft Resin печатает с разрешением 300 микрон.
Из-за такой толщины слоя, ось Z менее точна в отличие от стандартных смол, которые печатают небольшими слоями. Точность черновой смолы по осям X и Y сопоставима с другими стандартными смолами. Не рекомендуется печать деталей с большим количеством изгибов или мелкой детализацией.
Печатайте успешно с новым фотополимером Draft Resin, следуя рекомендациям компании Formlabs. Draft Resin имеет более толстый слой и требует других конструктивных решений в отличие стандартных смол.
Рекомендуется: 400 мкм
Минимальная не поддерживаемая толщина стенки
Рекомендуется: 600 мкм
Выступы
Рекомендуется: 100 мкм
Мелкие углы
Рекомендуется: 19 ° от уровня
Горизонтальный опорный пролет / мост
Рекомендуется: 210 мкм
Диаметр вертикальной проволоки
Рекомендуется: от 300 до 1500 мкм
Рельефная деталь
Минимум: 100 мкм
Рекомендуется: 200 мкм
Минимальная выгравированная деталь
Рекомендуется: 400 мкм
Минимальный зазор
Рекомендуется: 500 мкм
Минимальный диаметр отверстия
Рекомендуется: 500 мкм
Диаметр сливного отверстия
Рекомендуется: 350 мкм

Промойте детали, напечатанные при помощи Draft Resin в изопропиловом спирте (IPA) в течении 10 минут – не дольше, так как смола начнет поглощать IPA.
Используйте шприц или сжатый воздух, для тщательной очистки от оставшейся смолы во внутренних каналах. При последующем отверждении дайте частям полностью высохнуть.
Детали, напечатанные при помощи Draft Resin, могут выглядеть более липкими после мытья, чем детали, напечатанные другими смолами. Если концентрация смолы в IPA составляет 5% или выше, замените IPA. Если деталь все еще липкая через 30 минут, произведите пост-отверждение при 60 ° C в течение 10 минут.
Процессы шлифовки и окрашивания модели аналогичны процессам со стандартными фотополимерами.
Пост-отверждение
Дополнительное отверждение для моделей, напечатанных при помощи Draft Resin не обязательно.





