

Приумножьте свой успех
Технология FDM/FFF по праву занимает свое место среди самых распространенных технологий 3D-печати, предоставляя гибкость проектирования и простоту использования, стирая привычные ограничения в дизайне. Тем не менее, для получения наилучшего результата 3D-печати, важно понимать и применять лучшие практики.
Следование успешным методикам 3D-печати по технологии послойного наплавления позволяет обеспечить высокое качество готовой модели и повысить показатель эффективности 3D-печати.
Когда стоит использовать технологию послойного наплавления?
Для начала стоит определить плюсы и минусы 3D-печати методом наплавления нитей (FDM/FFF) и сравнить технологию с другими форматами производства.
FDM 3D-печать VS станков с ЧПУ
Станки с числовым программным управлением производят изделие автоматически, следуя запрограммированным инструкциям. 3D-печать методом послойного наложения превосходит использование ЧПУ по трём ключевым аспектам: быстрая скорость исполнения заказа при небольшом количестве экземпляров, более короткий технологический процесс, упрощенное производство сложных изделий. При использовании технологии FDM серийное производство может потребовать больше времени. Если конечный продукт утвержден и готов G-код, станки с ЧПУ в серийном производстве способны выдавать результат с бОльшим темпом. Тем не менее, организации часто вынуждены держать парк 3D-принтеров, чтобы подстраховывать долгую очередь ЧПУ и одновременно с этим изготавливать изделия. Кроме того, станки с ЧПУ оптимальны для реализации определенных высокоточных прикладных задач, что не относится к применению пластиков, таких как PLA (полилактид) или ABS (акрилонитрилбутадиенстирол).
FDM 3D-печать VS литьевое прессование
В сравнении с литьевым прессованием, 3D-печать имеет одно явное преимущество — низкий порог вхождения как по расходам, так и по теоретической подготовке. Из-за сотен параметров обработки и ограничений в проектировании, литьевое прессование требует высокого уровня компетенции и непосредственного практического опыта. В отличие от литьевого прессования, 3D-печать методом наплавления нитей не требует изготовления и обслуживания литьевой формы, и позволяет быстро и просто модифицировать изделие. Наибольшее преимущество литьевого прессования заключается в быстрой скорости производства большого количества изделий и получении готового продукта с более аккуратной обработкой поверхности.
Ключевые рекомендации по проектированию для FDM 3D-печати
При создании проекта для 3D-печати, необходимо следовать лучшим практикам для получения максимально качественного конечного результата, высокого показателя эффективности печати, сокращения производственных расходов и ускорения цикла разработки продукта.
Определитесь с размером
Готовые 3D-модели не могут превышать размер области построения. Ultimaker S5 с размерами 330 x 240 x 300 мм (13 x 9,4 x 11,8 дюймов) достаточно для реализации почти 80% потребностей клиентов с сохранением высокого уровня точности печати. Если размер конечного изделия слишком большой, рекомендуется использовать принцип модульности (соединить несколько отдельно распечатанных деталей). Используя принцип модульности возможно печатать одновременно две детали на разных машинах. Для соединения таких деталей стоит добавить в модель места крепления или стыковки.
Определитесь с расположением как можно раньше
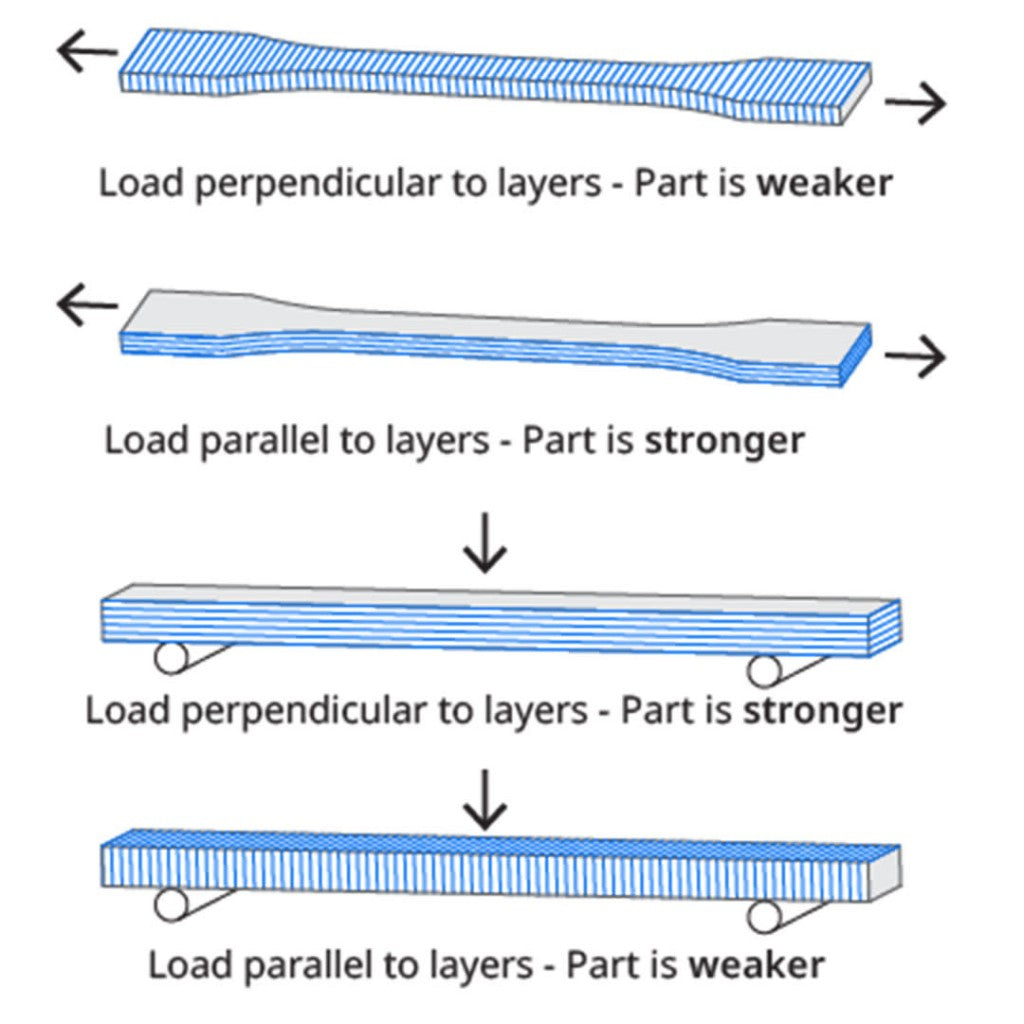
Как следует из названия технологии FDM/FFF, печать производится последовательно слой за слоем, поэтому определение расположения изделия на ранних этапах позволяет управлять проектировочными решениями, работать с выравниванием текста и изменять отдельные элементы. Механические свойства анизотропны, т.е. изменяются в зависимости от направленности. На рисунке изображен тест на разрыв, который показывает, что нанесение слоев вдоль оси растяжения позволит создать более прочное изделие.
Ориентация модели напрямую влияет на расположение выступов и необходимость добавления поддерживающих конструкций. Это, в свою очередь, может влиять на общее время печати, длительность постобработки (из-за наличия поддерживающих элементов) и финишную обработку поверхностей.
Оцените необходимость в поддержке выступов
Изделия, печатающиеся методом наплавления нитей, могут не иметь опор при отсутствии углов более 45 градусов. Этим данная технология отличается от других технологий 3D-печати, которые требуют опору материала при любых углах. Выступы под углом до 45 градусов должны снизу поддерживаться опорными конструкциями.
Соблюдайте рекомендации по поддержке конструкций мостового типа
По общему правилу, для большинства филаментов при использовании технологии FDM, поддержка пролетов длиной менее 10 мм не требуется. Следует отметить, что при использовании активного охлаждения и других оптимизирующих настроек, на 3D-принтере Ultimaker, из Tough PLA удастся распечатать детали длиной до 25 мм.
Обращайте внимание на размер сопла
При проектировании детализированных участков необходимо учитывать высоту, толщину стенок и диаметр сопла. Минимальная допустимая высота слоя должна быть более 0,6 мм, а толщина стенок 0,5 мм. Самый маленький диаметр сопла, с которым работают 3D-принтеры Ultimaker, составляет 0,25 мм. При использовании более крупных сопел с диаметром 0,4 мм или 0,8 мм печать будет выполняться быстрее, однако также увеличатся минимальная высота и толщина слоя.
Учитывайте диаметр отверстий в 3D-модели
Минимальный размер отверстия зависит от используемого материала и настроек, и определяет наименьшее отверстие, которое можно напечатать без последующего заполнения материалом. Эмпирически установлено, что диаметр отверстия, напечатанного на 3D-принтере, не должен быть менее 2 мм. При необходимости получить отверстие точного размера, рекомендуется напечатать отверстие более маленького диаметра, а затем, в процессе постобработки, выполнить дополнительное сверление для расширения отверстия до нужного размера. При одновременной 3D-печати двух и более изделий необходимо соблюдать между ними расстояние в 0,6 мм для обеспечения подвижности деталей после печати.
Избегайте острых углов
Острые углы возможно смоделировать с использованием систем автоматического проектирования (CAD), однако изделие может искривиться. Увеличение площади соприкосновения с платформой уменьшит вероятность искривления и деформаций.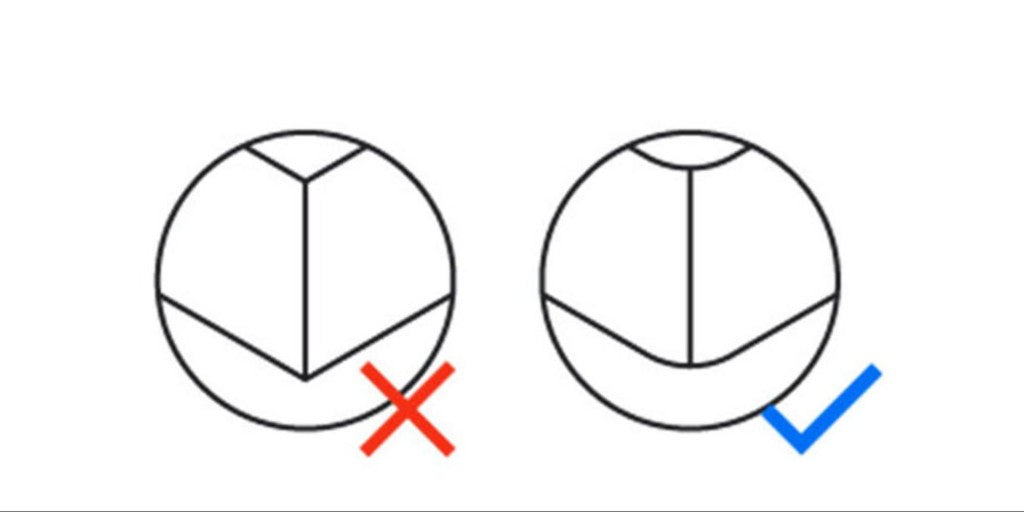
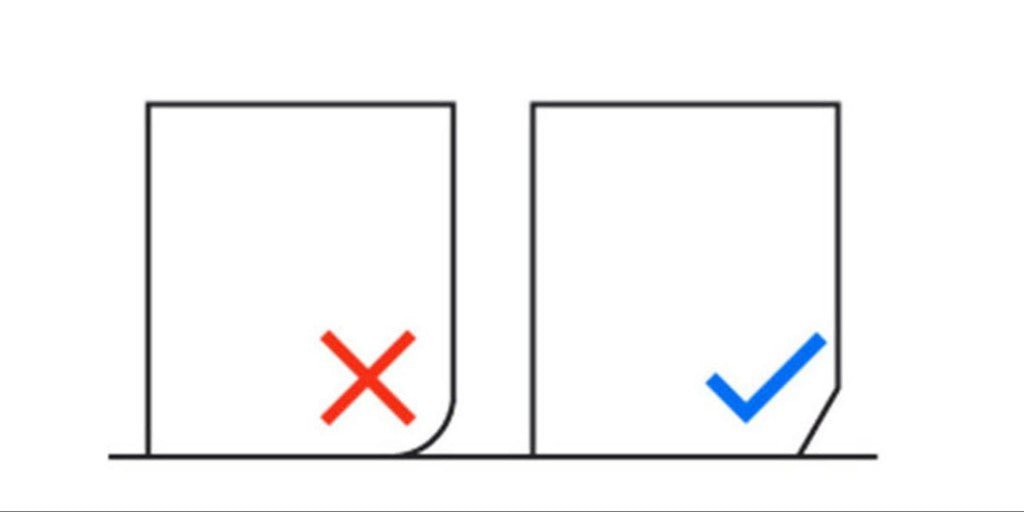
Минимизируйте эффект «ноги слона»
При печати без основания, первый слой может быть немного шире и больше остальных. Такое явление называется феноменом «ноги слона». Несмотря на то, что этот эффект едва заметен, он снижает допуск функциональных прототипов. Добавляя небольшой скос в 45 градусов (переходный угол) на нижнем краю модели, можно нивелировать данный эффект.
Смотрите бесплатные вебинары на нашем YouTube-канале для более глубокого погружения в FDM 3D-печать.





