

Использование растворимой нити для 3D-принтера — это простой и эффективный способ создания поддерживающих структур для вашей 3D-печатной детали. В данной статье мы рассмотрим различные типы предлагаемых растворимых нитей, преимущества их использования по сравнению с нерастворимыми опорами, а также советы и рекомендации для максимально гладкого процесса печати.
FDM 3D-печать — это производственная технология, которая позволяет создавать детали со сложной геометрией, которую обычно невозможно получить с помощью традиционных методов. Однако, при использовании данной технологии, каждый слой детали требует наличие поддержек, либо на структуре самой детали, либо на дополнительной опорной конструкции.
С одноэкструдерным 3D-принтером вы ограничены использованием исходного материала печатной детали для создания опорной конструкции. C двухэкструдерными принтерами все иначе, поскольку для создания поддерживающих структур можно использовать растворимые нити.
Типы филаментов для растворимой 3D-печати
Водорастворимые нити для 3D-принтеров
Такие материалы известны своей растворимостью в обычной воде без каких-либо агрегатов. Это делает их отличным вариантом, поскольку их растворение не представляет никакой опасности, а также не вызывает никакой реакции на основной материал изделия.
Из таких материалов можно выделить PVA, который является наиболее часто используемым материалом для создания поддержек в 3D-печати. BVOH — еще один широко используемый материал с лучшей совместимостью с материалами, чем PVA, а также с меньшем временем растворения.
Водорастворимые филаменты для 3D-принтеров с химическими веществами
Некоторые материалы, используемые на промышленном уровне, несовместимы с такими нитями, как PVA или BVO, из-за их химических свойств и/или термостойкости. По этой причине материалы, подобные BVOH или PVA, были разработаны с дополнительными свойствами, обеспечивающими их совместимость с высокотемпературными материалами, такими как PEEK, PEKK, PPSU, PP и другими.
Чтобы растворить эти поддержки, pH воды должен быть кислым, чтобы разрушить сахар, который обычно содержит этот тип материала, поскольку это менее опасно, чем использование растворителей.
Растворимые нити для 3D-принтера с органическими растворителями
Это наименее используемые материалы из-за сложности использования органических растворителей с полимерами, наиболее используемыми в 3D-печати, поскольку растворитель может вступить в реакцию с материалом печати и повредить его.
Преимуществом использования этих материалов является их высокая совместимость с конструкционным материалом. Наиболее распространенным примером является HIPS в качестве вспомогательного материала для ABS.
Нерастворимые и растворимые нити для 3D-принтеров
Растворимые нити для поддерживающих структур имеют преимущества и недостатки по сравнению с использованием нерастворимых нитей:
- Простота в удалении поддержек
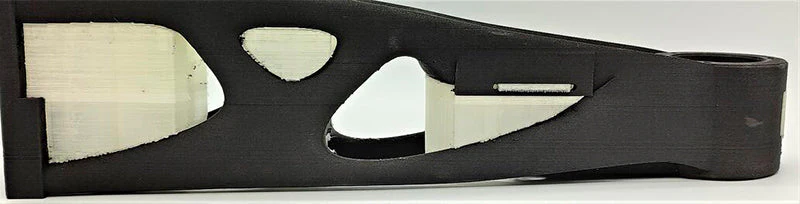
Поскольку поддержки растворимы, необходимо просто погрузить модель в соответствующий растворитель и подождать, пока поддержки не исчезнут. Это очень полезно для деталей с очень сложной структурой. - Улучшенное качество поверхности контакта
Это преимущество связано с первым пунктом; поскольку материал легко удаляется, можно создать прочную основу в области, где требуются опоры, что позволяет получить гладкую поверхность без остатков нити. - Меньше необходимости в пост-обработке модели
Возможность печатать сложные 3D-модели с высоким качеством поверхности, благодаря использованию растворимых нитей, также снижает потребность в выполнении задач последующей обработки, таких как полировка, шлифовка, склеивание и др. - Более длительное время печати
Проблемой использования растворимых нитей заключается в увеличении времени 3D-печати, поскольку в процессе необходимо менять материалы. Однако существуют методы оптимизации структуры поддержки, позволяющие сократить эту проблему.
Советы по созданию поддерживающих конструкций с помощью растворимых нитей
Изменив некоторые настройки в вашем слайсере, вы сможете получить прочные поддержки для улучшения качества вашей 3D-модели.
Повышение прочности поддержек
Довольно часто создаются тонкие поддержки для очень тонких частей модели, однако они не являются прочными и склонны ломаться в процессе печати.
Чтобы повысить их прочность, можно отрегулировать следующие параметры конфигурации поддержки:
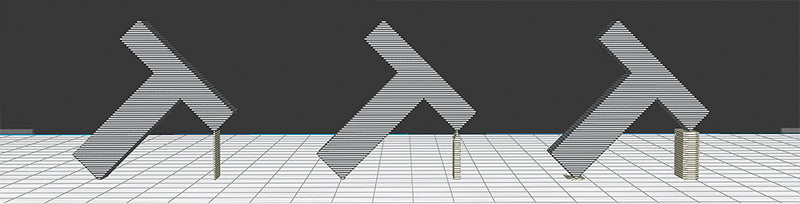
Горизонтальное расширение поддержки: Увеличивает общую толщину поддержки, позволяя сделать башню толще и прочнее.
Избежание поломки поддержек во время печати
Толщина поддержек равна диаметру хотенда, поэтому они обычно довольно хрупкие и могут сломаться во время печати. Изменяя рисунок и другие параметры, можно повысить прочность:
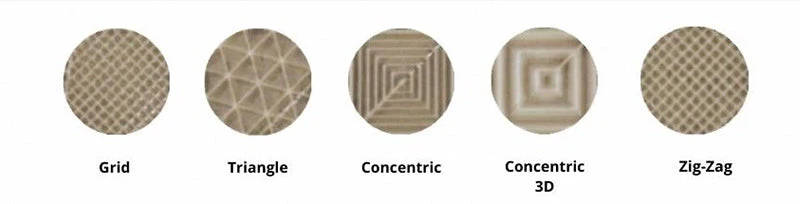
- Шаблон поддержки: Узоры, такие как сетка и треугольник довольно устойчивы к разрыву в процессе печати. Такие узоры рекомендуется печатать только на растворимом материале, так как их довольно трудно удалить.
- Скорость печати поддержек: Если поддержки печатаются слишком быстро, существует риск разрыва конструкции. Снижение скорости позволяет избежать вибрации или повреждения конструкции при прохождении головки.
Улучшение качества поверхности модели

Качество контактной поверхности зависит от расстояния Z от рисунка поддержек, направления верхней и нижней линий периметра и количества материала, удерживающего основу модели. Изменение этих параметров может улучшить качество поверхности, но усложнит процесс извлечения поддержек.
- Плотность поддержек: Чем выше плотность, тем лучше будет держаться модель и, следовательно, улучшится качество обработки поверхности.
- Направление верхней/нижней линии: Изменение направления узора по периметру помогает удерживать нижний слой модели, так как позволяет поддержке и узору по периметру лучше пересекаться.
- Узор поддержки и верхний/нижний узор: Узоры поддержек и периметра влияют на то, как крепится модель опоры, идеальный вариант — чтобы узоры пересекались как можно чаще для лучшего крепления первого слоя.
Всегда помните, что важно держать филаменты в сухом помещении, поскольку растворимые материалы легко впитывают влагу и могут вызвать проблемы в процессе печати.
Такие материалы, как PVA и BVOH, можно растворить в обычной воде. Эту воду также можно подогреть, чтобы сократить время удаления поддержек.
Мы надеемся, что вы последуете нашим советам и рекомендациям, чтобы добиться улучшения качества поверхности ваших 3D-печатных деталей и более быстрого и эффективного процесса.





