

LCD и SLA 3D-печать позволяют создавать очень детализированные и гладкие модели, но иногда готовая деталь оказывается с трещинами, видимыми линиями или вовсе распадается на слои. Это неприятная, но довольно частая проблема — так называемое расслоение.
Разберёмся, почему это происходит и как с этим справиться.
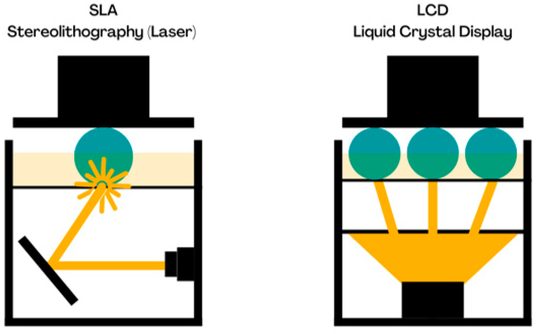
В чём разница между LCD и SLA
Хотя обе технологии используют фотополимерную смолу, способ её засветки разный.
• LCD 3D-печать использует ЖК-экран, через который светит ультрафиолетовая матрица. Он формирует целый слой сразу.
Здесь важно, чтобы свет равномерно проходил через экран и чтобы экран был чистым.
• SLA 3D-печать использует лазер, который «рисует» слой построчно.
В этом случае качество зависит от точности лазера, чистоты зеркал и калибровки оптики.
Проблема расслаивания встречается и там, и там, но причины немного отличаются.
Что такое расслаивание
Во время печати каждый новый слой смолы должен прочно соединяться с предыдущим. Если сцепление слабое — между слоями образуется щель, и модель теряет прочность. В итоге часть изделия может просто отвалиться или треснуть.
Причин у этого много — от неправильных настроек до устаревшей смолы. Но большинство случаев можно решить простыми действиями.
Основные причины расслаивания и способы их устранения
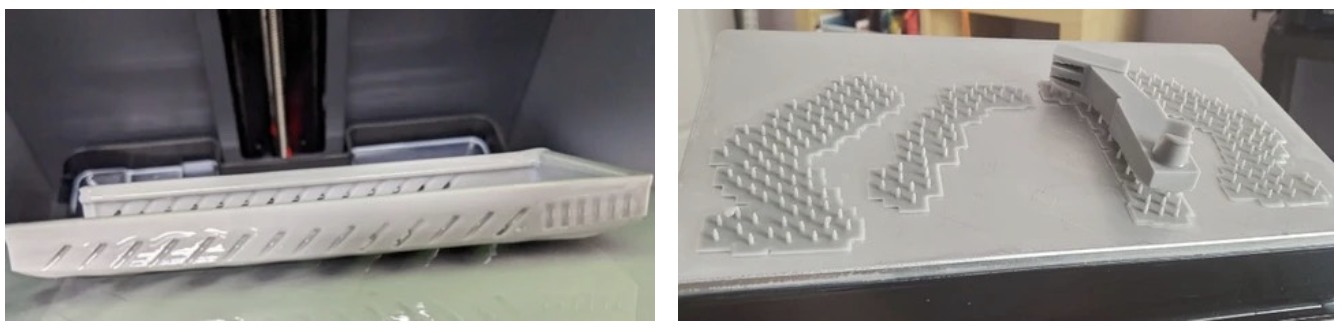
1. Слишком большая площадь слоя
Если в модели есть крупные плоские участки, они сильно прилипают к FEP-плёнке или дну ванны. При подъёме платформы создаётся эффект вакуума, и слой может оторваться.
Что делать:
• Поверните модель под углом (примерно на 30–45°), чтобы уменьшить площадь контакта.
• Если деталь крупная — разбейте её на части или добавьте отверстия для выхода смолы и воздуха.
• Проверьте FEP-плёнку — она должна быть чистой, не мутной и не растянутой.
Для SLA: избегайте широких сплошных слоёв — лазеру трудно равномерно засвечивать большую площадь. Лучше располагать модель под углом и добавить дополнительные поддержки.

2. Недостаточная засветка смолы
Если смола не получает достаточно света, слои не успевают затвердеть и плохо соединяются друг с другом.
Что делать:
• Увеличьте время засветки, особенно для первых (базовых) слоёв.
• Очистите экран, стекло, зеркало и другие оптические элементы.
• Проверьте, соответствует ли время экспозиции рекомендациям производителя смолы.
Для SLA: убедитесь, что лазер откалиброван и чист. Загрязнённые зеркала или слабый лазер часто становятся причиной неполного отверждения.
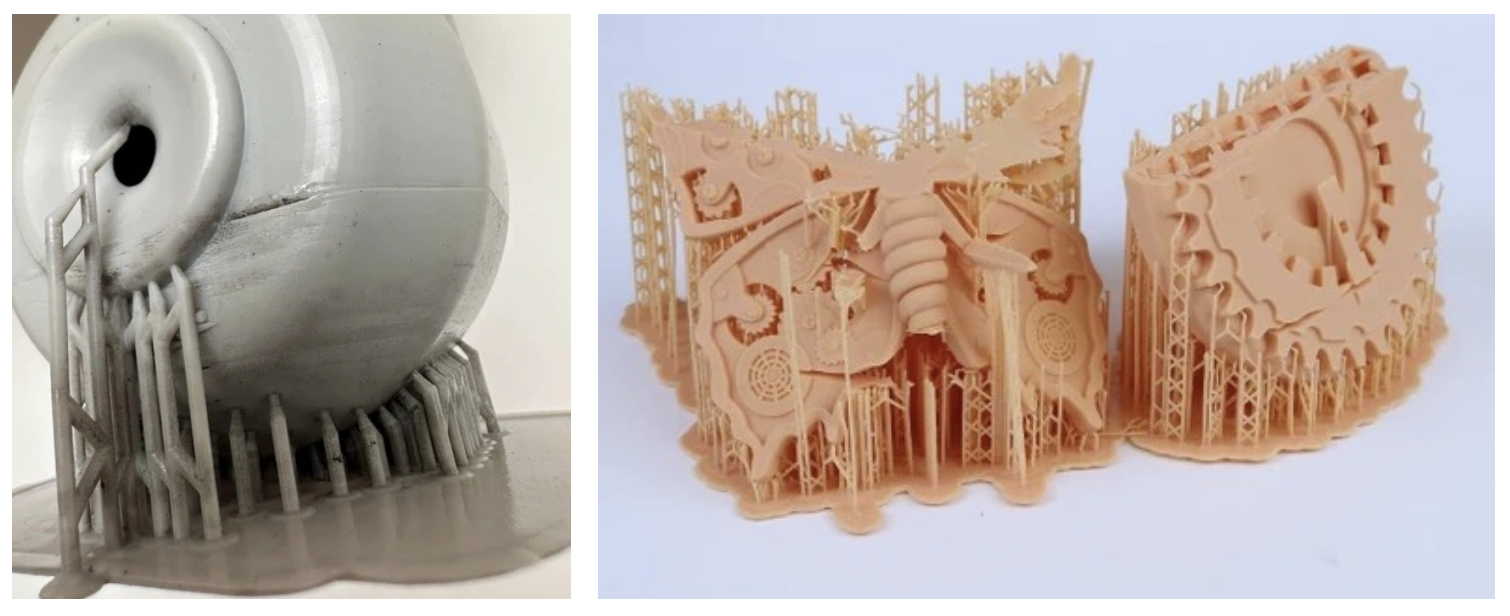
3. Слабое прилипание к платформе
Если модель плохо держится на платформе, она может смещаться при движении, и слои начнут расходиться.
Что делать:
• Проверьте, выровнена ли платформа относительно дна ванны.
• Увеличьте количество базовых слоёв (обычно 4–8) и увеличьте их засветку.
• Используйте «рафт» (основание) и дополнительные поддержки.
Для SLA: проверьте фокусировку лазера и высоту слоя. Иногда помогает снизить скорость первого подъёма, чтобы уменьшить нагрузку на нижние слои.
4. Неподходящие условия печати
Смола чувствительна к температуре и вибрациям. Холодное помещение или шаткий стол снижают качество сцепления слоёв.
Что делать:
• Печатайте при температуре не ниже 22–25 °C.
• Убедитесь, что принтер стоит на устойчивом, не вибрирующем столе.
• Избегайте сквозняков и перепадов температуры.
Для SLA:
температурные колебания влияют на фокусировку лазера и могут вызвать микросмещение слоёв. Лучше печатать в закрытом корпусе или стабильной среде.
5. Проблемы со смолой
Иногда дело просто в материале. Старая, неправильно хранившаяся или загустевшая смола теряет свои свойства, и слои плохо соединяются.
Что делать:
• Храните смолу в плотно закрытой бутылке, в тёмном и прохладном месте.
• Перед печатью хорошо перемешайте или слегка подогрейте (если указано в инструкции).
• Если меняете бренд смолы — подберите новые параметры засветки и высоты слоя.
Для SLA: при использовании разных смол важно заново провести настройку мощности лазера — каждая смесь имеет свою чувствительность.

6. Проблемы с программным обеспечением (слайсером)
Неправильные настройки слайсера могут привести к расслаиванию даже при исправной механике и свежей смоле.
- Крупные модели без полостей / полые, но без дренажных отверстий:
- Делайте модель полой внутри (стенки 2–3 мм).
- Добавляйте 1–2 дренажных отверстия ближе к платформе и отверстия для выхода воздуха с другой стороны.
- Слишком тяжёлая модель может оторваться; полость помогает избежать расслаивания и экономит смолу.
- Настройки слайсера:
- Время ожидания после подъёма (rest time) — 1 секунда (2 для густой смолы).
- Скорость подъёма не более 300 мм/мин.
- Правильная высота слоя и скорость отката.
- Ошибки в файле модели:
- Проверьте файл с помощью UVTools.
- В Chitubox можно включить автоматическую проверку. Принтер не начнёт печать при повреждённых файлах.
- При необходимости пересохраните файл в STL или 3MF и «переслайсьте».
7. Проблемы с аппаратной частью (Hardware Issues)
- Неплотные или ослабленные детали
Если LCD, источник УФ-света, платформа, рычаг или ванна со смолой ослаблены, это может привести к сбоям печати. Регулярно проверяйте крепления.
-. Неправильный уровень платформы
Выравнивание платформы перед каждой печатью критично для успеха.
Если стол нестабилен — отрегулируйте ножки или используйте регулируемый по высоте стол.
- Проблемы с мотором или основной платой
Проверяйте ось Z и другие механические компоненты на корректность работы. Проблемы с двигателями или платой могут приводить к пропуску слоёв или неправильному движению платформы.
- Ручное вмешательство
Добавление смолы слишком быстро или не нагретой до рабочей температуры может вызвать расслаивание слоёв и линии на поверхности.
- Качество смолы и мусор внутри
• Смола должна быть свежей и хорошо перемешанной.
• Ванне не должно быть мусора — после неудачной печати очищайте её тщательно.
Краткий чек-лист перед печатью
1. Платформа выровнена и чистая.
2. FEP-плёнка прозрачная и не повреждена.
3. Первые слои печатаются с увеличенной экспозицией.
4. Модель расположена под углом.
5. Смола свежая, хорошо перемешана.
6. Температура 22–25 °C, без вибраций и сквозняков.
7. Для SLA — чистые зеркала и откалиброванный лазер.
8. В слайсере настроены полости и дренажные отверстия.
Итог
Расслоение при печати смолой — обычная проблема, и почти всегда она решается корректировкой параметров. Главное — убедиться, что платформа ровная, смола свежая, а слои засвечиваются достаточно.
Для LCD важно равномерное освещение, для SLA — чистота и точность лазера.
Если всё это учесть, детали будут прочными, ровными и без трещин.
После пары экспериментов вы поймёте, какие параметры подходят именно вашему принтеру и виду материала — и сможете печатать идеально прочные, цельные детали!





