
Промышленно-технический центр пластмасс и композитов Франции – IPC, провел исследование, посвященное оценке результативности литья под давлением с использованием форм, напечатанных на 3D-принтере. В данной статье обобщены некоторые из выводов, в частности те, что касались 3D-принтеров Formlabs.
Литье под давлением — это экономичная и высоко-воспроизводимая технология
массового производства пластмассовых деталей с жесткими допустимыми отклонениями
по геометрическим размерам. Однако, высокая стоимость традиционного стального оборудования затрудняет литье под давлением небольших партии деталей и часто может служить препятствием для внедрения нового продукта. Используя формы для литья под давлением, напечатанные на 3D-принтере, инженеры, производители и конструкторы продукции могут снизить свои затраты, сократить время подготовки заказа и вывести на рынок более качественные продукты. Формы для литья под давлением, напечатанные на 3D-принтере — отличный вариант для тех, кто хочет разработать функциональные прототипы из материалов для конечного применения, изготовить серию идентичных предсерииных образцов или даже индивидуальные, либо ограниченные серии моделей для конечного применения.
Контрольные точки
Исследование IPC было разделено на три этапа:
1. Сравнение технологии 3D-печати: первая классификация была основана на технических данных нескольких производителей. Тепловые и механические характеристики оценивались соответственно по деформационной теплостойкости (HDT) и модулю упругости при растяжении. Для отбора трех наиболее перспективных материалов каждой из выявленных технологии были разработаны четыре типа контрольных точек, позволяющих выделить критические свойства. Благодаря высокому разрешению и гладкой поверхности моделей для 3D-печати, лучшим вариантом материала форм для литья под давлением были признаны решения на основе полимеров.
В целом, аналогичный диапазон размерных вариации измеряется для всех рассмотренных технологии 3D-печати: от ± 0,02 мм до ± 0,05 мм для мелких деталей и от ± 0,05 мм до ± 0,2 мм для деталей больших размеров.
Стандартная точность обработанного металлического инструмента должна составлять ± 0,02 мм. Такая точность желательна для хорошего прилегания по линии разъема и предотвращения оплавления. IPC предлагает два метода оптимизации линии разъема полимерного инструмента, напечатанного на 3D-принтере.

2. Рекомендации по определению характеристик материалов, проектированию и 3D-печати.
3. Испытания литья под давлением: компания IPC провела два испытания с разными наборами форм. В первом испытании использовалась схема «испытания в экстремальных условиях». Была отлита почти сотня моделей из полипропилена с использованием формы из мономатериала, напечатанной из High Temp Resin. Во втором испытании использовалась более сложная схема «испытания в экстремальных условиях». Были отлиты тысячи полипропиленовых моделей с помощью пресс-формы из разных материалов: сердечник и вставки формы были напечатаны из Rigid 10K Resin, а рамка напечатана из Nylon 12 (Polyamide 12) с помощью технологии селективного лазерного спекания.

Проектирование пресс-формы

CAD-дизаин двух итоговых моделей: первая модель испытания в экстремальных условиях, отлитая с помощью формы из мономатериала без вставок (рис. 1), и вторая модель, отлитая в форме из нескольких материалов со вставками (рис. 2).
Компания IPC разработала два набора пресс-форм для литья двух различных сложных моделей. Оба набора предназначались для оптимизации качества линии разъема:
обе половины инструмента должны располагаться с допуском ± 0,02 мм, чтобы обеспечить правильную посадку.
1. Пресс-форма из мономатериала, напечатанная из High Temp Resin.
Она имеет простую геометрию без вставки или дополнительных движущихся частей, включает текстурирование. Для улучшения линии разъема она будет переработана на заключительном этапе.

STL-фаил пресс-формы из мономатериала, напечатанный с помощью High Temp Resin и загруженный в ПО PreForm. Неподвижная сторона (слева) и подвижная сторона (справа).
2. Пресс-форма из нескольких материалов: неподвижная сторона пресс-формы напечатана с использованием Rigid 10K Resin и включает текстурирование. Подвижная сторона состоит из одного сердечника и четырех вставок, напечатанных из Rigid 10K Resin,
а также рамки, напечатанной из Nylon 12 (Polyamide 12) с использованием технологии селективного лазерного спекания (SLS). Мягкая рамка оснащена вкладышем для компенсации отклонения размеров от линии разъема. Nylon 12 (Polyamide 12) достаточно гибкий, чтобы нивелировать разброс размеров во время зажима пресс-формы. Однако, селективное лазерное спекание следует использовать только для печати рамки, а не всей формы, потому что оно не обеспечивает достаточно высокого разрешения для оформляющих поверхностей, и форма плавится при высокой температуре.

STL-фаилы пресс-формы из нескольких материалов, загруженные в программное обеспечение для подготовки к печати PreForm: неподвижная сторона (слева) и подвижная сторона, сердечник и вставки (справа), напечатанные с использованием Rigid 10K Resin.
Эта геометрия немного сложнее и предназначена для проверки устойчивости вкладок малой толщины. Для упрощения сборки, угол наклона между сердечником и рамкой составляет три градуса. Рамка была изготовлена с припуском 0,05 мм для лучшей подгонки.

CAD-дизаин рамки из Nylon 12 (Polyamide 12) для подвижной стороны пресс-формы из нескольких материалов.

CAD-фаил форм, текстуры выглядят одинаково при обоих наборах инструментов. Слева направо: (1) Большая сфера радиусом 1,82 мм и высотой 0,3 мм; маленькая сфера радиусом 1,09 мм и высотои 0,3 мм. (2) Дерево высотои 0,25 мм. (3) Пирамида со сторонои 0,3 мм и глубиной 0,2 мм. (4) Кожа высотои 0,14 мм.
Руководства по проектированию
После нескольких пересмотров IPC рекомендует использовать следующие передовые методы работы:
- Запланируйте припуск на распечатанную форму и обработайте ее, чтобы отрегулировать размеры.
- Избегайте сердечников с малым сечением: детали с сечением меньшей высоты могут не выдержать давления и температуры. IPC рекомендует печатать несколько вставок для тонких выступающих деталей (их можно будет заменить в случае выхода из строя) или же изготавливать небольшие детали из металла.
- Изготовление конструкции с размерами более 400 мм может оказаться сложной задачей. Поскольку параметры увеличиваются вместе с размером, будет труднее добиться соответствия форме.
- Увеличьте углы уклона и свеса (от 10° до 20°), чтобы избежать деформации.
- Не встраивайте охлаждающие каналы в конструкцию пресс-формы. Теплопередача в пластмассовых моделях происходит медленнее, чем в металлических, поэтому охлаждающие каналы не окажут достаточного влияния на температуру, чтобы компенсировать время, потраченное на проектирование этой системы. При использовании сложных материалов или конструкции может оказаться полезным регулирование, но это требует дальнейшего изучения.
Печать пресс-форм на 3D-принтере
Полимер для 3D-печати
Формы были напечатаны на 3D-принтере Form 3 и подвергнуты пост-обработке на устройствах Form Wash и Form Cure. Компания IPC напечатала два разных набора пресс-форм:
1. Пресс-форма из High Temp Resin, напечатанная с высотой слоя 25 мкм, была промыта в изопропиловом спирте в течение шести минут, подвергнута финальной полимеризации в течение 120 минут при 80° C и прошла термическую финальную полимеризацию в течение трех часов при 160° C. Этот материал имеет деформационную теплостойкость (HDT) 238° C при 0,45 МПа, самую высокую среди полимеров Formlabs и одну из самых высоких среди полимеров на рынке. Такие характеристики позволяют ему выдерживать высокие температуры литья под давлением при минимальном времени охлаждения.
2. Сердечник и вставки формы из Rigid 10K Resin, напечатанные с высотой слоя 50 мкм, были дважды промыты в изопропиловом спирте в течение 10 минут, подвергнуты финальной полимеризации в течение 60 минут при 70° C и прошли термическую финальную полимеризацию в течение 90 минут при 125° C для достижения более высокой деформационной теплостойкости. Этот полимер представляет собой промышленный материал с высоким содержанием стекла — идеальный вариант для
литья самых разных геометрических форм и при разных условиях процесса литья под давлением. Rigid 10K Resin имеет деформационную теплостойкость 218° C при 0,45 МПа
и модуль упругости при растяжении 10 000 МПа. Такие характеристики делают этот полимер прочным, чрезвычайно жестким и термически стабильным материалом для литья, сохраняющим форму под давлением и при температуре для изготовления точных моделей. Рамка пресс-формы была напечатана из Nylon 12 (Polyamide 12) по технологии селективного лазерного спекания SLS.
Руководство по 3D-печати
После нескольких пересмотров IPC рекомендует следующие передовые методы 3D-печати:
- Для продления срока службы формы печатайте с помощью Rigid 10K Resin.
- Используйте небольшую высоту слоя для лучшего разрешения: SLA 3D-печать обеспечивает очень тонкое текстурирование.
- По возможности, печатайте форму без поддерживающих структур, чтобы добиться большей точности размеров и избежать деформации.
- Сориентируйте форму так, чтобы не было выступающих частей.

Пресс-форма, напечатанная с помощью Rigid 10K Resin, неподвижная сторона на рабочей платформе
- По возможности, печатайте обе половины, выровняв их относительно направления сборки. Возможные вариации размеров могут улучшить совместимость и качество линии разъема.
- После 3D-печати формы выполните механическую обработку. В частности, отрегулируйте линию разъема так, чтобы обе половины формы совпадали друг с другом и не оплавлялись. Диаметр имеет риск деформации, поэтому может потребоваться сверление отверстии.

Текстуры, напечатанные на пресс-форме из Rigid 10K Resin.
Метрология сканирования
Компания IPC провела сканирование печатных форм, чтобы оценить изменение размеров сразу после печати и после финального отверждения. Эти сканированные изображения демонстрируют отклонение менее ± 0,05 мм для более чем 75% деталей.

- 1. High Temp Resin. Сканы формы, напечатанной на 3D-принтере из High Temp Resin: подвижная сторона (слева) и неподвижная сторона (справа).
- 2. Rigid 10K Resin. Сканы формы, напечатанной на 3D-принтере из Rigid 10K Resin: подвижная сторона (слева) и неподвижная сторона (справа).
Литье под давлением
Сборка пресс-формы
Как упоминалось выше, перед сборкой рекомендуется обработать пресс-форму, напечатанную на 3D-принтере, чтобы обеспечить соответствие критическим размерам. Тем не менее, пресс-форма из нескольких материалов не нуждалась в механической обработке, поскольку мягкая линия разъема Nylon 12 (Polyamide 12) способна амортизировать изменения размеров. Затем можно добавить выталкивающие штифты или вставки. IPC рекомендует печатать несколько вставок для тонких моделей̆ с выступающими частями, имеющих повышенный риск поломки: в таком случае их легко заменить. Обработка пресс-форм и сборка — это операции, требующие осторожности, поскольку детали, напечатанные на 3D-принтере, могут сломаться во время обработки. Формы, напечатанные на 3D-принтере, следует помещать в металлическую матрицу или мастер-форму, чтобы выдержать давление.

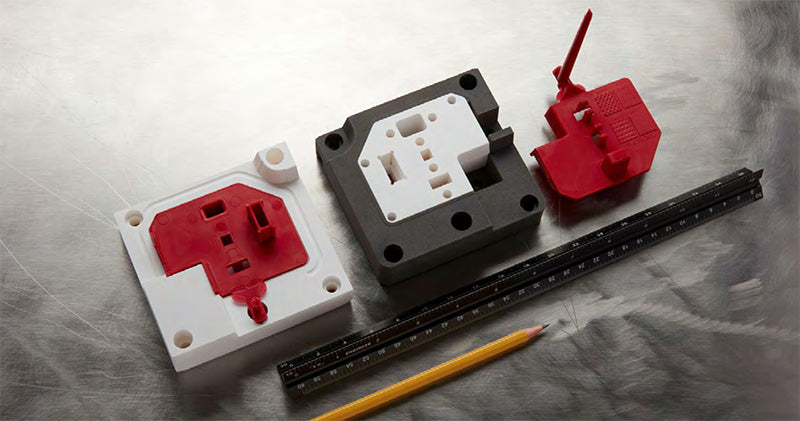
Форма, напечатанная из Rigid 10K Resin и смонтированная в металлической матрице. Подвижная сторона с выталкивающими штифтами (слева) и неподвижная сторона (справа).

Форма, напечатанная из Rigid 10K Resin и смонтированная в металлической матрице. Подвижная сторона с выталкивающими штифтами, вставками, рамкой, изготовленной по технологии селективного лазерного спекания SLS (слева), и неподвижная сторона (справа).
Условия процесса литья под давлением
Команда отлила тысячи моделей при следующих условиях литья под давлением:
- Аппарат для литья под давлением: промышленный, ENGEL 150T
- Материал для литья под давлением: полипропилен (ПП)
- Температура литья под давлением: 200° C
- Давление литья: 180 бар
- Сила зажима пресс-формы: 125 кН
- Разделительный агент: отсутствует
- Система охлаждения: отсутствует. Температура контролировалась с помощью термографической камеры, и цикл начинался только тогда, когда температура печатной формы была ниже 36° C
- Выталкивание: автоматическое с помощью выталкивающих штифтов и роботизированной руки, предназначенной для перемещения детали
- Длительность цикла: 150 сек.
Результаты
В компании IPC отлили 90 полипропиленовых моделей в пресс-форме из мономатериала, напечатанной из High Temp Resin.
Отлитые модели отличались высоким качеством поверхности и детализацией. Однако после 31 повтора форма начала трескаться, что повлияло на качество поверхности оставшихся отлитых моделей.

Модель № 31 (слева) и модель № 90 (справа), отлитые с помощью пресс-формы из High Temp Resin.

Форма из High Temp Resin после 90 отлитий.
В компании IPC отлили 1000 моделей из полипропилена с помощью пресс-формы из нескольких материалов, напечатанной из Rigid 10K Resin.
Отлитые модели отличались высоким качеством поверхности и детализацией. Отмечались светлые оплавления после первых отлитий и небольшие трещины вокруг зажимов сердечника после 900 отлитий. Посветление появилось и у места подвода литника.

Светлое оплавление на последней модели (слева) и небольшие трещины после 900 отлитий на сердечнике из Rigid 10K Resin.

Текстуры на готовых моделях, отлитых с помощью пресс-формы из нескольких материалов.
IPC рекомендует выбирать Rigid 10K Resin для поддержания долговечности формы.
Этот полимер менее хрупкий и демонстрирует лучшую прочность при нагрузке, чем
High Temp Resin. Пресс-форму, напечатанную на 3D-принтере, следует обработать, чтобы повысить точность линии разъема и уменьшить оплавление. Использование пресс-формы из нескольких материалов с мягкой рамкой станет отличным альтернативным решением для компенсации отклонений в размерах. IPC предполагает, что процесс литья будет более сложным при работе с вязкими материалами, такими как поликарбонат (ПК),
а также температурами литья выше 240° C.
Компания IPC оценила возможность использования 3D-печатных форм для литья под давлением в малых объемах. С сердечником пресс-формы, напечатанным из Formlabs Rigid 10K Resin, и мягкой рамкой, напечатанной из ПА-12, удалось отлить тысячи деталей из полипропилена, снизив стоимость печати на 80–90% по сравнению с использованием металлической формы.
Настольная 3D-печать — это мощное решение для быстрого и недорогого изготовления форм для литья под давлением. Она требует ограниченного количества оборудования, что позволяет снизить время работы ЧПУ и квалифицированных операторов и освободить их для выполнения других важных задач. Настольная 3D-печать легко интегрируется в любой рабочий процесс литья под давлением, поскольку она проста в установке, эксплуатации и обслуживании. Производители получат преимущества от скорости и гибкости собственной 3D-печати при создании пресс-формы и сочетания ее с мощностью промышленного литья под давлением.
В результате изготавливать серию единиц продукции из обычных термопластов можно будет за считанные дни.

