Программное обеспечение для стоматологического дизайна требует цифрового слепка анатомии пациента для проектирования зубного протеза. Чтобы получить эти данные, отсканируйте пациента непосредственно с помощью интраорального 3D-сканера (например 3Shape Basic или Aoralsacan 3) или отсканируйте физический оттиск/отлитую модель с помощью лабораторного 3D-сканера.
Существует несколько вариантов стоматологического программного обеспечения для цифрового проектирования зубных коронок и реставраций. В этом руководстве по применению мы опишем параметры для 3Shape Dental System и EXOCAD.
Существуют также аутсорсинговые поставщики стоматологических САПР, которым вы можете отправить оцифрованный оттиск для создания дизайна.
2.1 Экспорт STL-файла
После того, как кейс разработан в соответствии со спецификацией, можно приступать к производству. Большинство программ для стоматологического дизайна создает производственный файл в формате STL. Найдите файл и переместите его в программу подготовки к печати PreForm.
3. Настройка печати
Примечание: Используйте PreForm версии 3.10 или выше и прошивку принтера 1.8 или выше.
3.1 Импорт файла(ов)
Импортируйте или откройте файл(ы) дизайна, перетащив их в PreForm, или откройте их с помощью меню Файл, чтобы найти их на вашем компьютере или в сети.

3.2 Выбор материала
Выберите материал для печати, нажав на поле принтера в меню Job Info справа.
Найдите Permanent Crown в выпадающем списке материалов и выберите соответствующий оттенок (A2, A3, B1, C2).

3.3 Ориентация
Правильная ориентация детали имеет решающее значение для обеспечения точности и посадки детали.
Всегда располагайте реставрацию (реставрации) горизонтально по отношению к платформе построения окклюзионной плоскостью, обращенной к платформе построения.
Чтобы повернуть реставрацию, нажмите на деталь, а затем нажмите и перетащите манипулятор сферы.

3.4 Создание поддержек
3.4.1 Автоматическое создание поддержек
Откройте инструмент «Поддержки» в левой части PreForm и нажмите кнопку «Автоматическое создание выбранных» (Auto-Generate Selected) или «Автоматическое создание всех» (Auto-Generate All).

3.4.2 Редактирование поддержек вручную
Если автоматически сгенерированная поддержка находится не в идеальном месте, переместите ее, нажав кнопку «Редактировать...» (Edit) в меню «Поддержки» (Supports menu).
Вручную перемещайте и редактируйте точки касания поддержки с любых краевых краев (часто встречается на вставках и накладках).
Всегда правильно поддерживайте те части анатомии, которые расположены ближе всего к платформе.
PreForm укажет красным цветом, какие области могут потребовать дополнительной поддержки.
В строке меню "Информация о задании" (Job Info) в правой части экрана убедитесь, что строка возможность печати (Printability) показывает зеленый "большой палец вверх".

3.5 Макет печати
Для большинства заданий размещайте детали ближе к середине платформы.

Совет: При печати нескольких кейсов перекрывающиеся рафты могут оптимизировать использование объема сборки и сэкономить материал.
-
Быстрая печать на Form 3B
Если требуется самое быстрое время печати, переместите модели к стороне «Wiper Side», указанной в PreForm.

3.6 Отправка задания на принтер
Отправьте задание на принтер, щелкнув оранжевый значок принтера в левой части экрана.

Откроется диалоговое окно «Печать» (Print) для выбора принтера.
Нажмите оранжевую кнопку «Загрузить задание» (Upload Job), чтобы начать передачу задания на принтер.

3.7 Настройка принтера
-
Встряхните картридж с полимером Permanent Crown Resin, а затем вставьте картридж, установите платформу Stainless Steel и совместимую ванночку Resin Tank в 3D-принтер Form 3B.
- Начните работу, выбрав задание на печать на сенсорном экране принтера.
- Следуйте любым подсказкам или диалоговым окнам, отображаемым на экране принтера.
- Принтер автоматически завершит печать.
Примечание: Смола для постоянных коронок Permanent Crown Resin была проверена только для использования с платформой Stainless Steel Build Platform. Отклонение от рекомендованных инструкций может негативно повлиять на производительность, биосовместимость и эстетику напечатанных протезов.
Платформа Stainless Steel Build Platform включает белую маркировку ST или CB, вытравленную лазером рядом с логотипом Formlabs на ручке платформы, и имеет нержавеющую сталь от поверхности печати до верхней кромки.

Внимание: Для полного соответствия и биосовместимости смолы Permanent Crown Resin требуется специальный резервуар для смолы (Resin Tank) и платформа Stainless Steel Build Platform. Использование Form Wash возможно с другими биосовместимыми смолами Formlabs, такими как Surgical Guide Resin или Biomed Amber для изготовления хирургических шаблонов.
4. Пост-обработка
При работе с неотвержденными смолами и деталями всегда используйте перчатки.
4.1 Удаление напечатанных моделей
Удалите напечатанные модели с платформы, используя шпатель.

4.2 Промывка
Меры предосторожности:
- При промывке спиртом обеспечьте надлежащую вентиляцию помещения с помощью соответствующих защитных масок и перчаток.
- По истечению срока годности или после использования Permanent Crown Resin, необходимо утилизировать в соответствии с местными правилами.
- IPA следует утилизировать в соответствии с местным законодательством.
Поместите реставрации в Form Wash, заполненный изопропиловым спиртом (IPA, ≥99%), и установите промывку на 3 минуты.

Убедитесь, что детали полностью погружены в IPA при промывке.
Превышение продолжительности промывки может повлиять на точность размеров и работоспособность напечатанных деталей с течением времени.
Используйте щетку, чтобы удалить излишки смолы и уменьшить объем последующей обработки.

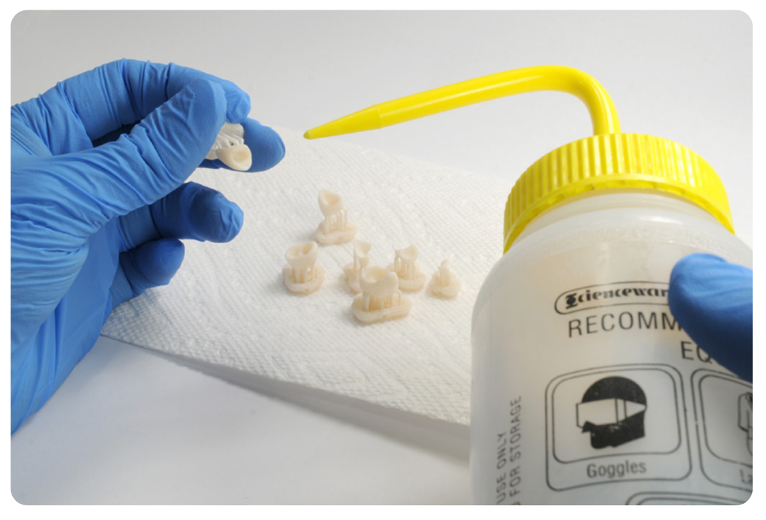
4.3 Сушка
Сжатый воздух можно использовать для сушки и обеспечения быстрого осмотра непромытой смолы.
Оставьте модели сушиться на воздухе не менее 30 минут в хорошо проветриваемом помещении.

Высушенные детали могут иметь белый порошкообразный налет на печатных поверхностях.
Если после сушки все еще присутствует влажная неотвержденная смола, используйте бутылку со свежим IPA для удаления неотвержденной смолы, а затем снова высушите детали на воздухе.
4.4 Пост-отверждение и удаление поддержек
Для сохранения точности размеров и биосовместимости пост-отверждение должно проходить в два этапа.

4.4.1 Пост-отверждение: Шаг первый
Не повреждая подложку и опоры, поместите напечатанные модели в Form Cure подложкой вниз.
Проведите отверждение в Form Cure при температуре 60 °C (140 °F) в течение 20 минут.
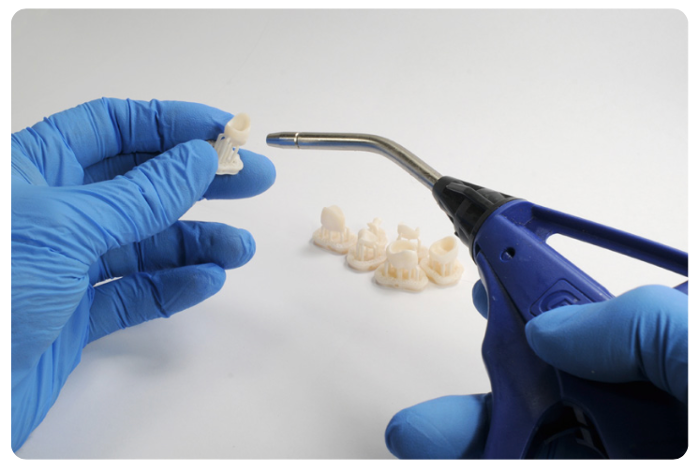
4.4.2 Удаление поддержек
После отверждения моделей в Form Cure, используйте наконечник с режущим диском для отделения поддержек от напечатных моделей.

Примечание: Не используйте триммеры или инструменты для стрижки для удаления поддерживающих конструкций. Это может оставить вмятины на поверхности модели.
Осторожно обработайте поверхности печатных моделей пескоструйным аппаратом для удаления белого порошкообразного покрытия, используя пескоструйный аппарат со стеклошариками, например Perlablast® Micro (REF 46092/54302), при максимальном давлении 1,5 бар.

Проверьте посадку и отделку печатных моделей. Производите контурирование деталей при необходимости с помощью стоматологического наконечника и твердосплавных вращающихся боров.

4.4.3 Пост-отверждение: Шаг второй
Поместите готовые детали в Form Cure и снова пост-полимеризуйте при 60 °C (140 °F) в течение дополнительных 20 минут окклюзионной плоскостью вверх.
Для достижения наилучших результатов и полного соответствия напечатанные детали должны подвергаться пост-отверждению дважды, как это рекомендуется.
Любые отклонения от этого протокола могут привести к неудовлетворительной подгонке и повлиять на биосовместимость.
Осмотрите реставрацию. Утилизируйте и перепечатайте его, если обнаружены какие-либо трещины или повреждения.

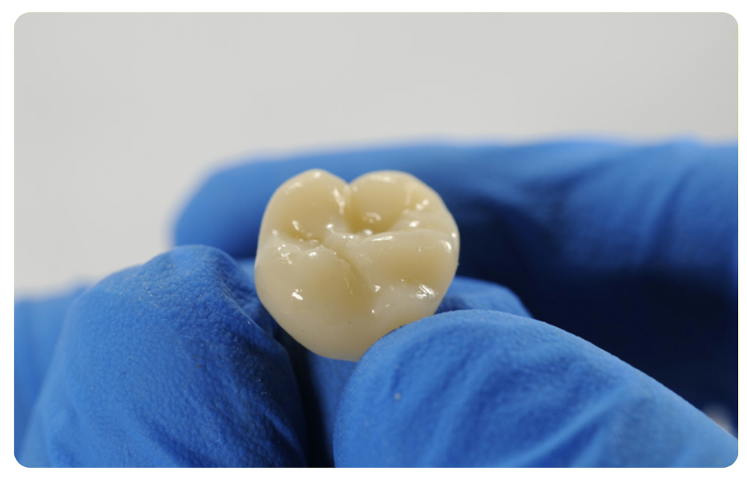
4.5 Отделка и полировка
После отверждения, модели перед использованием должны быть отполированы с помощью пемзы и полировочного состава.
Если после удаления поддержек остались грубые следы, используйте твердосплавный или другой роторный инструмент перед полировкой поверхностей для повышения комфорта пациента.
Глянцевый блеск может быть достигнут с помощью традиционных полировочных инструментов и материалов, используемых для акриловых и композитных материалов.

Примечание: Щетки Robinson и прорезиненные спиральные круги идеально подходят для полировки окклюзионной анатомии. Refert Opal-L очень хорошо работает в качестве полировочного материала.
Избегайте перегрева деталей во время полировки.
Снова осмотрите реставрацию. При обнаружении трещин или повреждений утилизируйте модель и перепечатайте заново.
Светоотверждаемая глазурь и характеризация также могут быть использованы как GC OPTIGLAZETM.
Следуйте инструкциям производителя материала.
 5. Доставка и лечение
5. Доставка и лечение
Следуйте инструкциям по применению, предоставленным производителем фиксирующего материала.
Реставрации можно полировать до зеркального блеска композитными полировальными машинками, обычно используемыми в стоматологической практике. Готовую постоянную реставрацию можно фиксировать с помощью самоадгезивных цементов (например, Relex Unicem*, 3M Espe) или композитного цемента с праймером (например, Variolink Esthetic DC* и Monobond Plus*, Ivoclar Vivadent).
Примечание: если последующая постоянная реставрация будет крепиться с использованием композитного цемента на основе метакрилата, рекомендуется использовать временные цементы, не содержащие эвгенол. Соблюдайте инструкции по применению фиксирующего средства.






